 Skip to content
Skip to content
A Grotnes-made roll former should be a trusted station on your line. Predictable cycle behavior. Clean contours. Repeatable results from the first part to the last part of the shift.
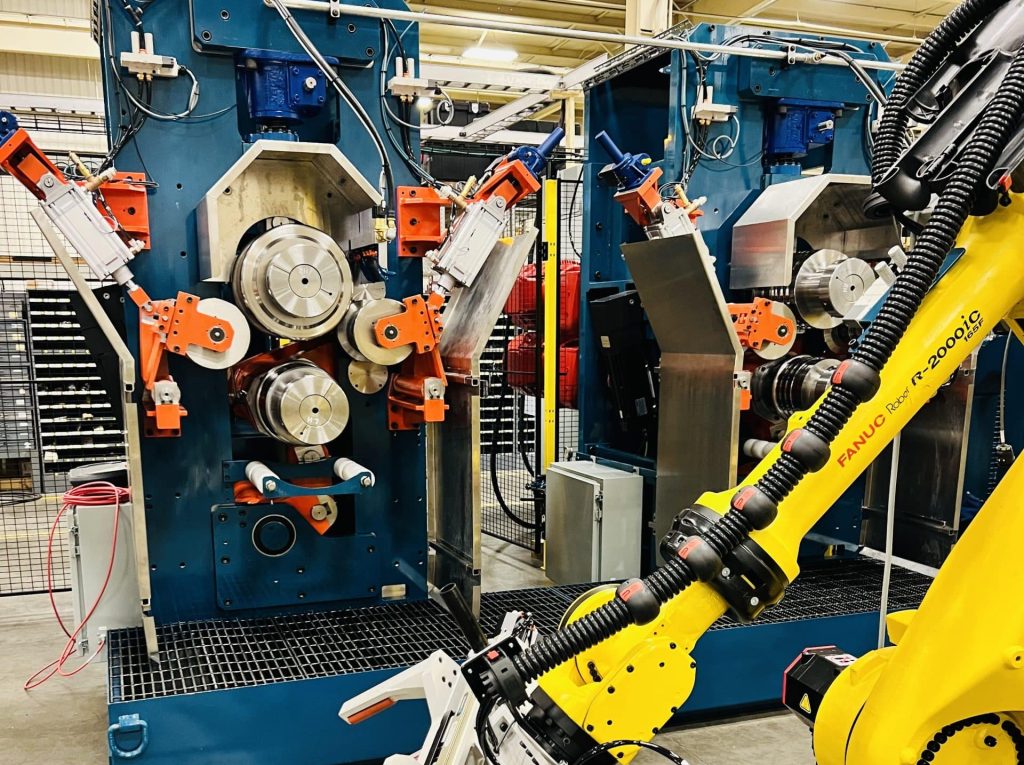
That’s the mindset behind the our 600E All-Electric Roll Former, a heavy-duty, open-end rotary roll former designed to cold form profiles into welded cylindrical blanks, with tight control over the forming stroke and spindle speeds.
Our expertise and experience in producing Roll Formers gives our customers access to an Engineering Team that can talk through ideas for saving material and cycle time to make your designs better.
Roll Forming Contours Into Cylindrical Blanks, the Grotnes Way
At the heart of the roll forming process is a straightforward motion that’s been refined for control.
- An operator or robot places a cylindrical blank over the lower forming roll.
- The lower spindle pivots upward against a stationary roll to form the contour.
- The lower spindle rapidly approaches the start position, then slows for the forming stroke.
- A variable infeed rate (VFD-controlled) helps keep rolling behavior consistent across production.
Instead of pushing parts through a “good enough” cycle, the roll former lets you tune the infeed rate to what your profile and material actually need.
One Setup, Two Flange Ends Formed Simultaneously
For most applications, the Grotnes roll former tooling can be designed to form both flange ends at the same time, providing the profile you need on both ends in a single forming cycle.
A spacer can be added to the tooling to accommodate changes in width, giving your team flexibility when part families share a similar profile. This offers a great savings in tooling costs.
The Muscle & Control Behind the Profile

Our heavy-duty, open-end rotary roll former holds its ground during cold forming.
Key performance specifications for Model 600E include:
- Max spindle speed: 500 RPM
- Max rolling force: 46,000 lbs
- Max combined spindle torque: 14,757 in-lbs
- Max power per spindle: 50 HP
- Spindle diameter (tooling position): 5″
- Spindle Length 14″
- Upper spindle adjustment range: ± 1.5 degrees
- Lower spindle vertical stroke: 5.25″
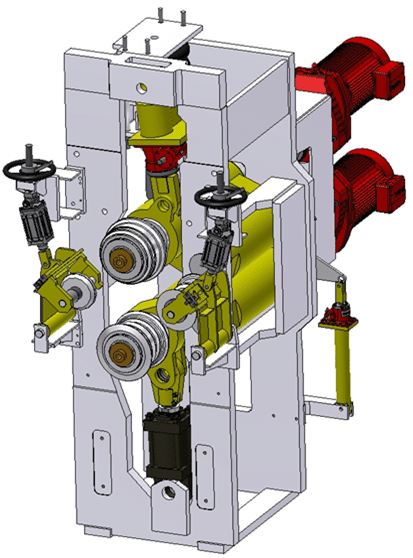
Designed to Be Aligned & Stay That Way
Misalignment is expensive and can lead to constant “tweaks” that never end. Grotnes addresses alignment and repeatability right in the mechanical design.
Stable spindle construction
- A swiveling arm supports each spindle, backed by two bearing sets:
- Cylindrical roller bearings at the front
- Tapered roller bearings at the rear to fix axial position
Bearings live in a single compartment and are lubricated via a closed circuit oil system. On the tooling side, a double oil seal helps keep the oil/water emulsion used during profiling out of the bearings.
Spindle tilting adjustments from the operator panel
The swiveling arm design helps prevent misalignment between upper and lower spindles. Hinge points use spherical bearings, with rear bearings mounted in an eccentric. The eccentrics are mechanically linked so both spindles adjust simultaneously through identical, opposite angles. This can be auto-adjusted from the operator panel.
Axial adjustment for clean tooling alignment
To line up upper and lower tooling, the upper spindle can be adjusted axially, controlled by the operator from the main panel.
Controlled Infeed That Matches the Forming Moment
The roll former uses a lower spindle movement to control infeed, activated by a torsion bar linkage with an electromechanical ball screw actuator.
Your operators will notice:
- Fast approach at the start of the upward stroke
- Slower infeed stroke during actual forming
- Adjustable transition point between approach and infeed
- Adjustable ironing time at the end of the infeed stroke
That last piece matters more than it sounds. The ability to tune the end of stroke behavior can be the difference between a part that looks fine and a part that gauges right, shift after shift.
Differential Drive, VFD Control & Spindle Speed Ratios
A VFD-controlled gear motor drives each spindle, mounted at the back of the machine and linked via a universal joint transmission.
Grotnes also uses a differential drive principle:
- Reduce the revolutions of the upper spindle
- Increase the speed of the lower spindle
- Maintain a constant total revolution count across both spindles
Once the rolling operation begins, the spindle speed ratio is achieved through the VFD so the differential drive is fully utilized. In practice, this gives you more control over how the tooling interacts with the part through the profile, instead of treating speed as a single fixed setting.
Side Guides That Lock the Band in Place
During the profiling cycle, side guides lock the band axially. A servo electrical actuator articulates the side guide.
Operators can manually adjust roll carriers axially
Working position of guide rolls can be adjusted by recipe via the operator panel
Quick Change Tooling Fixtures
Tool change “trees” are available to aid in changeover of heavy tooling. This allows for a safe and efficient way of set-up changes.
Coolant & Part Cooling Designed for Production Reality
Heat management and fluid control can make or break part finish. The roll former is equipped with part cooling systems on each stand and a recirculating coolant system with an oil separator. This allows us to form the part smoothly without overheating the material or tooling.
Recirculating coolant system highlights:
- 150-gallon reservoir with drip pan, water strainer and inline filter (pit-mounted)
- 60 gpm coolant pump
- Temperature, pressure and level sensing
- Oil separator and bag filter setup
- Machine-mounted coolant collection pans with transfer pump and level detection
- Cooling chute integrated with the recirculation system
Controls, FAT & Training That Supports Your Launch

Each roll former includes its own control cabinet and PLC, located close to the machine for maintenance access. A floor-mounted cell operating console provides mode selection and includes push buttons, selector switches, indicator lights and a large panel view for overall cell control.
Factory Acceptance Testing & performance checks
FAT demonstration includes machine functionality plus an agreed-upon dry cycle and performance tests at the customer facility. Additional part numbers or sizes can impact cost and delivery time, so we align on scope early.
Training that sticks
If our customers opt for training, we typically provide operator, job setter and maintenance training immediately following final acceptance testing at the buyer’s facility.
Bring Us Your Part, & Let’s Talk Roll Forming
Grotnes crafted the All-Electric Roll Former for manufacturers who want controlled forming cycles, stable spindle behavior and a machine that supports repeatable setup and long-run production. This technology is a great option for many cylindrical shapes. Grotnes makes these Roll Formers in multiple sizes to best fit your application.
If you have a welded cylindrical blank and a contour that needs to be right, we would love to see what you’re making. Reach out today to share more about your project with a Grotnes team member.


